10 Tipps zur Lösung des Kantenverzugsproblems beim 3D-Druck
Gepostet von menglisa auf
Ein häufiges Problem beim 3D-Druck bei der Verwendung von FDM (Fused Deposition Modeling) ist das Verziehen der Kanten.
Fused Deposition Modeling-Technologie FDM-Drucker verwenden bei hoher Temperatur schmelzendes PLA/ABS und andere umweltfreundliche Kunststoffe, um Schicht für Schicht zu stapeln. Beim Schmelzen und Abkühlen tritt das Problem auf, dass sich die Kanten des Druckobjekts verziehen. Das Verziehen von Kanten ist eines der größten Kopfschmerzen beim 3D-Druck.
Wenn die Kanten stark verzogen sind, wird wahrscheinlich das gesamte Produkt verschrottet. Es ist schwer, es nach dem Kantenverziehen zu reparieren. Wie kann man das Kantenverzugsphänomen am Anfang verhindern? In diesem Artikel werden wir verschiedene Lösungen diskutieren, die uns helfen, die Erfolgsquote beim 3D-Druck zu erhöhen.
Finden Sie zunächst heraus, warum das Phänomen der Kantenverzerrung auftritt.
Wir alle wissen, dass „Wärmeausdehnung und Kaltschrumpfung“ zum Auftreten von verzogenen Kanten führen – Verbrauchsmaterialien, die aus der Düse extrudiert werden, ziehen sich beim Abkühlen zusammen. Wenn der Arbeitsbereich klein ist, ist die Auswirkung der Schrumpfung nicht offensichtlich; aber wenn größere Modelle/Produkte gedruckt werden, wird die kumulative Kontraktionskraft pro Flächeneinheit ziemlich groß, was dazu führt, dass Ecken nach oben und weg von der Plattform kippen. Insbesondere ABS hat einen höheren Kühlschrumpf und ist leichter zu verziehen als PLA. Sie sollten dem Kantenverzugsproblem mehr Aufmerksamkeit schenken, wenn Sie ABS zum Drucken von Modellen verwenden.

Wie vermeidet man Kantenverzug? Hier sind unsere Lösungsvorschläge, die wir verwenden können.
1. das Modelldesign verbessern.
Durch das Hinzufügen einer Kante oder Basis kann die Kontaktfläche zwischen der unteren/ersten Schicht des Modells und der Plattform das Auftreten von Kantenverwerfungen effektiv reduzieren.

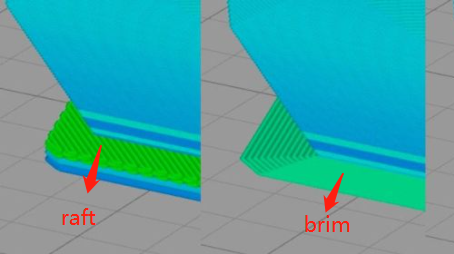
2. Fügen Sie Floß oder Rand hinzu, wenn Sie das Modell in Scheiben schneiden
Beim Einstellen des Modells können Sie Raft oder Krempe hinzufügen oder die entsprechende Randerweiterung einstellen.
3. Verwenden Sie professionellen Klebstoff, wenn Sie mit PLA-Filament drucken (normalerweise verwenden wir PVP-Kleber im 3D-Druck).
Durch die Verwendung von speziellem Antiverzugskleber kann ein Kantenverzug wirksam verhindert werden. PVP-Kleber kann gleichmäßig auf die Druckplattform aufgetragen werden, um die Haftung zwischen Modell und Plattform zu erhöhen. Nachdem die 3D-Druckarbeiten abgeschlossen sind, müssen Sie diesen PVP-Kleber von der Oberfläche des Druckbetts entfernen.

4. Verwenden Sie beim Drucken eine Brutstätte.
Die Brutstätte für 3D-Drucker ist ein einzigartiges Zubehör für FDM-Drucker. Der Hauptzweck besteht darin, Kantenverzug zu verhindern. Durch die Erwärmung des Brutbetts ist die Temperatur am Boden des Modells immer in einem konstanten Zustand. Eine konstante Temperatur in den unteren Schichten kann wirksam dazu beitragen, das durch ungleichmäßige Wärmeableitung verursachte Kantenverzugsphänomen zu verhindern.
5. Stellen Sie die Nivellierung des Betts ein (Nivellierung).
Wenn die Nivellierung nicht gut ist, ist der Abstand zwischen der Druckplattform und der Druckdüse zu groß und die gedruckte Schicht kann nicht fest auf die Druckplattform geklebt werden. Für den FDM-Drucker ist die Druckqualität der ersten Schicht besonders kritisch. Ein zu geringer Abstand verhindert, dass die Düse aus dem Bedruckstoff herausfließt. Zu groß oder zu klein führt zu einer schlechten Grundlage der ersten Schicht. Und versuchen Sie sicherzustellen, dass die Düse und die vier Ecken der Plattform den richtigen Abstand haben.
Angenommen, die erste Schicht haftet nicht an der Druckplattform. In diesem Fall ist die Wahrscheinlichkeit eines späteren Kantenverzugs oder -ausfalls besonders hoch, sodass der Drucker gemäß den Anweisungen verschiedener Hersteller entsprechend nivelliert werden muss.
6. Reinigen Sie die Oberfläche der Plattform vor dem Drucken
Manchmal bleiben Schweiß, Öl und Fingerabdrücke der Hände auf der Plattform haften, was mit bloßem Auge nicht leicht zu erkennen ist.Wir können diese Öle und Fingerabdrücke mit einer kleinen Menge Reinigungsmittel abwischen, bevor wir mit dem 3D-Druck beginnen. Bitte stellen Sie sicher, dass die Plattform sauber und glatt ist.
7. Sorgen Sie während des Druckvorgangs für eine konstante Temperatur der Arbeitsumgebung.
Während des Druckvorgangs ist die Umgebungstemperatur so konstant wie möglich, stellen Sie den Drucker nicht an einem belüfteten Ort auf. Wählen Sie am besten einen 3D-Drucker mit Gehäuse, insbesondere wenn Sie mit ABS-Filament drucken.

8. Stellen Sie eine moderate Druckgeschwindigkeit ein
Wenn Sie im Druckprozess einen Trend zum Verziehen feststellen, können Sie die Druckgeschwindigkeit entsprechend verlangsamen, was ein wenig gemildert wird. Insbesondere die Geschwindigkeit des Drucks der ersten Schicht kann etwas langsamer sein, um eine gute Grundlage zu schaffen.
9. Setze die Ventilatoren geschickt ein
Der Lüfter hilft, die Abkühlung der gedruckten Schichten zu beschleunigen. Beim Drucken eines kleinen Produkts beginnt die Düse/der Druckkopf möglicherweise mit dem Drucken der nächsten Schicht, bevor das Modell abkühlen kann. Wird die gedruckte Schicht nicht rechtzeitig abgekühlt, führt dies zum Zusammenbruch des gedruckten Modells. In diesem Fall benötigen wir einen Lüfter, um die Kühlung des Druckmodells zu beschleunigen. Beim Drucken einer großen Arbeitsfläche beschleunigt die Kühlwirkung der Luft das Schrumpfen des Kunststoffs, aber es ist leicht, die Kante zu verziehen. Bei großen Modellen ist die Druckzeit der einzelnen Schicht länger, der gedruckte neue Zahler hat genügend Zeit zum Abkühlen, und die Modellqualität wird nicht beeinträchtigt, wenn der Lüfter nicht eingeschaltet ist.
10. Erhöhen Sie den Wert der Dicke der ersten Schicht und der Schichtextrusion (Höhenextrusion der ersten Schicht).
Wenn Sie den Wert der Höhe der ersten Schicht erhöhen, wird beim Drucken der ersten Schicht des 3D-Modells mehr Klebstoff auf die Druckplattform gedrückt, wodurch die Haftung verbessert wird.
Über die Höhe der ersten Schicht: Es wird empfohlen, dass sie höher als 0,1 mm ist, um das Extrusionsvolumen und die Haftung der ersten Schicht zu erhöhen.
Über die Extrusion der ersten Schicht: Wenn Sie eine verzogene Kante finden, können Sie die ursprünglichen 100 % auf 110 % oder 120 % oder sogar noch höher erhöhen, aber es hat einen ähnlichen Effekt wie ein Elefantenbein, stellen Sie es ein geeignet.
Ich hoffe, dass die oben genannten 10 Methoden Ihnen effektiv dabei helfen können, das Problem der verzogenen Kanten Ihres 3D-Druckmodells zu lösen.
.← Älterer Eintrag Neuerer Beitrag →
0 Kommentare